|
|
|
|

���D(zhu��n)λ ㊵�"' http:>㊵�"> ㊵��ӹ������r(sh��)���ǰ��S����ӣ���܇�g����Ը��ܵ���ӎ�������Ϥ�������X����(d��ng)ͨ�^���ߵ�������ȁ���� ��������"> ���������ʕr(sh��)���������p�ĵ��ߵ��м⣬�s�� �C(j��)���ĉ�����
������ߙC(j��)�������⣬߀��һ�N�������Ը��Ƽӹ���r���Ǿ���ʹ�÷���㊵����@�N�����ַQ�����o�۵��ߡ���
����㊵�ֻ���ڂ��y(t��ng)����㊵����A(ch��)����һ��(g��)���ε�׃�����c���y(t��ng)�����ε�Ƭ���ε�Ƭ��ͬ������㊵�ʹ�ÈA�ε�Ƭ���@��(g��)׃��ʹ����㊵��߂��N��(y��u)�c(di��n)�����д���̎�����f�Ǯ�(d��ng)��С������M(j��n)�o�����ټӹ��l(f��)չڅ���µ�һ��(g��)�a(b��)�䡣���Č��քe��B�@Щ��(y��u)�c(di��n)��
- �M(j��n)��������(qi��ng)
- �ӏ�(qi��ng)����㊺�б��ӹ�����
- ��������(qi��ng)������
- ����������Ѕ��c�ӹ�
- �����«@�ø�������
- �ӽ����ӹ��Ĵּӹ�
�M(j��n)��
һЩ����㊵��������@�^">�@�^�ǘӣ�ֱ���M(j��n)�������빤������ ����㊵�ʽ����㊵������H���������ڵ���ĩ�����������g϶�r(sh��)�ſ������@��(g��)������������ʽ����㊵�Ҳ��ֱ�����빤�������ӹ��r(sh��)�������ĺܴ�
����㊵�������ȡ���@�^����?y��n)��@���r(sh��)���c�ӹ�����e�^���^���@�N�������ܳ��ܵ�������ȡ�������㊵��@�N����ֱ�����빤����������Q�˼ӹ���һ��(g��)�����^�۵Ć��}���Ǿ����ڴּӹ�֮ǰ��Ҫ�A(y��)�@һ��(g��)��ʼ�ס�
��?y��n)���ͨ�Ŀ��D(zhu��n)λ��㊵�������Z�Sֱ��������ϣ�������Ҫ�A(y��)���@һ��(g��)��ʼ�ס���һ�N�M(j��n)��������ͨ�^һ��(g��)б���M(j��n)�룬ͨ����Ҫ��(y��ng)��CAMܛ������ɡ���ʹ�÷���㊵����@һ������ʡȥ���Ɍ����ߵ��M(j��n)�������c��ǻ�ӹ�����һ��(g��)�����ij��o���e���]���ߵ��M(j��n)�����}���@�N�������M(j��n)���ķ�ʽ���ڏ�(f��)�s��ǻ�Ĵּӹ����Լ��{(di��o)�ñ���ּӹ����г�������á�
�������a(b��)
�C���\(y��n)�÷���㊵����������a(b��)�������ס����ٵؼӹ���ֱ���ס��@�N���g(sh��)������ݼy���������(g��)�S��X��Y��Z��ͬ�r(sh��)�\(y��n)�ӡ������ֲ�ͬ�������������?y��n)��÷���㊵��ӹ�����Ҫ��ʼ�ף��Ϳ���ֱ��������ϡ����⣬���ڷ���㊵��д�ĺ�ǣ��������a(b��)�^���е����ǿ��Ժܴ��Ҳ��Ó�(d��n)�ĕ�Ħ���������еĵײ����@��(g��)�������е��^�̎����ܶ��̎����������ֱͬ���ĵ��ӹ���ͬ�ߴ�Ŀף�ֻ�茢�׳ߴ��׃���������
һ��(g��)���͵Č��ȿ����f���@�N���g(sh��)�����Ч�ʵĝ�����
�����Џ�(qi��ng)��
���ڛ]�м�ǣ��ڿ��D(zhu��n)λӲ�|(zh��)�Ͻ�Ƭ�У��A�ε�Ƭ�������Џ�(qi��ng)����ߡ���˿����������������߲���(w��n)���l���µĴּӹ�����(d��ng)��Ҫʹ���L�͵��ߕr(sh��)���A�ε�Ƭ�ܳ��ܸ���ĵ���ƫ�D(zhu��n)����ӣ����S�ӹ�������D(zhu��n)�١������M(j��n)�o��ͬ�r(sh��)�p�ٱ��е�Σ�U(xi��n)��

�D1���������С�r(sh��)���A�ε�ƬЧ�ʸ��ߣ��^С������p������Ф�ĺ�ȣ������Ҫ�Ĺ���Ҳ�͡�
|

�D2������㊵����������S��p�ǣ���ʹ����형��������е�֧��Ҳ����
|
ʹ�ÈA�ε�Ƭ�r(sh��)�����������Եõ���Ч�ķֲ��������ڵ��͵�ֱ��㊵������߉�����Ҫ�鏽�������@��(d��o)���˵���׃�δ���������Ӻ͵����Ɠp�Ŀ��ܡ��A�������о���ط�ɢ����������������������D(zhu��n)�����S�������@����ʹ�ü��L�͵��ߕr(sh��)��ϣ���ģ���?y��n)�pС������Ҳ�͜pС�˵���׃�Ρ�
��ʹ���ӹ�����"' http:>�Pʽ�ӹ�����">�Pʽ�ӹ������r(sh��)�tҪС�ġ��S���������ӿ���ʹ���b�ڙC(j��)���ǰ��ϵ��A�����F(xi��n)�������@����?y��n)�ԓ�Y(ji��)��(g��u)��������ʽ�ӹ�����">��ʽ�ӹ������ϕr(sh��)�ǘӷ�(w��n)�̡����Pʽ�ӹ������ϣ�������������ӣ��M(j��n)������(d��o)�µ�Ƭ���F(xi��n)�p�ı��С����߉�������˶��s�̣������Ɠp�Ŀ����ԼӴ��˜p�ٻ�����@�N��r����(y��ng)ԓʹ�����S��ǰ�ǵĵ��ߣ��@�ӿ��ԜpС�����������Ƶ�����
�����Д�(sh��)Ŀ
�A�ε�Ƭ߀��һ��(g��)��(y��u)�c(di��n)���DZ���ͨ��Ӳ�|(zh��)�Ͻ�Ƭ���и�����õ������С�����(j��)��Ƭ�ijߴ��Լ�������ȣ��A�ε�Ƭ������4��8����Ч���D(zhu��n)λ������ȥ������������ͨ���κͷ��ε�Ƭ�ăɱ����@�N��(y��u)�ݿ��Ԝp�ٲ�����ȥ�����ғQ�µ�Ƭ�ĴΔ�(sh��)�����C�˲����ߵ���Ч�����r(sh��)�g�����p���˵�Ƭ�Ĵ�؛�������͎���M(f��i)�ã���������ÿ�l�����еijɱ���
���磬��ͨ�����ε�Ƭ�r(ji��)���s��8��ԪһƬ���Ѓɗl���������У�ÿ�l�����еijɱ���4��Ԫ�����ε�Ƭ�ijɱ���10��Ԫ����ôƽ����ÿ�l�����о���2.5��Ԫ��
���@Щ��Ƭ�ijɱ��c�A�ε�Ƭ���^���A�ε�ƬÿƬ�ăr(ji��)����_(d��)��11��Ԫ������(sh��)��r��߀Ҫ��Щ����
���O(sh��)����ӗl�������������¼ӹ�����Ƭֻ�����D(zhu��n)λ4�Σ�ÿ�����еijɱ���2.75��Ԫ���������r�£������D(zhu��n)λ8�Σ���ôÿ�l�еijɱ�����1.38��Ԫ��ͨ�^��(sh��)�H��(y��ng)�úͳɱ����^���A�ε�Ƭ���H��������͵�Ƭ�Ľ��������ʸߣ��佛(j��ng)��(j��)��Ҳ�H����������
�������ʡ����ܺ�
���ʹ��ǡ��(d��ng)���A�ε�Ƭ�ɓ��кܸߵĽ��������ʣ�������Ҫ�ܸߵęC(j��)�����ʡ���?y��n)�A�ε�Ƭ�ď�(qi��ng)�ȸߣ�������ֱ��㊵��o���_(d��)�����M(j��n)�o���¼ӹ��������������S���p�͙C(j��)�����M(j��n)���^��ؓ(f��)�d�Ĵּӹ�����Ҫ�˽���P(gu��n)�I���}�ǣ��������Խ����мҲԽ���@�������ʵ����ģ�Ҋ�D1�������Ü\������������Ȟ�0.025�� 0.050Ӣ�磭��ͨ�ĈA�ε�Ƭ���߿���0.040Ӣ���ÿ�X�M(j��n)�o���¼ӹ�䓲���ijЩ�r(sh��)��߀�����_(d��)��0.06ipt���������ε�Ƭ�ͷ��ε�Ƭ�����ֵֻ��0.010-0.012ipt��
ֵ��ע����ǣ�һЩ�o�۵��ߵ�ʹ���ߕ������@�ӵĆ��}���ӹ��^���У����ǵ�Ƭĥ�p��Ƭ���ڵ��ߵİ��b����(n��i)�l(f��)���Ƅӡ��@�ɷN��r�������ڵ��߳��ܵĉ����^���^�˵�Ƭ�A�oԪ���ĊA�����������Ҫ���O(sh��)Ӌ(j��)���ߵĕr(sh��)��C�Ͽ��]���ܰl(f��)������r�����磬��Щ����������ᔹ̶���Ƭ��ͬ�r(sh��)������߀��һ��(g��)С�A�Q���@�N�p�؊A�o�ķ�ʽ�_���˵�Ƭ�İ�ȫ��

������㊵��Ę�(g��u)����D��
1.픲��A�Q���C��Ƭ�ĊA�o��
2.���S��ǰ�ǿ���֧�������У�
3.��Ƭ�ϵ�Сƽ�����������i����
4.��(j��ng)��ĥ�ĵ�Ƭ���C�ӹ����ȣ�
5.�����ĵ�Ƭ�ṩ�M(j��n)������
|
��һ��(g��)��Ҫ�Ć��}�ǵ�Ƭ���b���������i�����ܡ��ܶ��o�۵����Ñ�ʹ�ñ��˵����T��Ƭ���⻬�ĈA��o�������i���������ڵ�Ƭ�о���������������(d��o)�µ�Ƭ�ϵ���ᔓpʧŤ�ء����ȸ���ķ���㊵�ͨ�^�ڵ�Ƭ��(c��)�������i�o�����Q�@��(g��)���}-�i�o���c���w���i�o��o����ϣ�ʹ����֮�g�����\(y��n)�ӵĿ����Խ�����͡�
��(d��ng)Ҫ�M(j��n)�д��M(j��n)�o�������r(sh��)����Ҫ�����܉�o�������ṩ����֧������ʹ��ؓ(f��)�S��ǰ�ǵķ���㊵�����Ƭ���Aб�����������ñ��صļӹ�����(sh��)�����ԫ@�úõļӹ�Ч�������M(j��n)�o�ʺܴ�r(sh��)�t��ʧ�����@�N�O(sh��)Ӌ(j��)��������ȱ�ݣ�����������������Ҫ�^(q��)��ȱ��֧�У�Ҋ�D2����ʹ�����S��ǰ�ǵķ���㊵��t���Խo�������ṩ�ܺõ�֧�У��@����?y��n)������к����Ӳ�|(zh��)�Ͻ��c�������ӽ���ƽ�С��@�N��ʽʹ��Ӳ�|(zh��)�Ͻ𣬿����Ñ����ܵ�Ӳ�|(zh��)�Ͻ���������(y��ng)����������
���@�N��r�£����ߊA�o�Ą��Ⱥ���Ҫ����ˏ�(qi��ng)�����]ʹ�ö��͵���㊵��A�^">�A�^������ʽ㊵��A�^��
ʹ��ǡ��(d��ng)?sh��)ļӹ�����ʹ��ֻ�?0��15�R���ęC(j��)����Ҳ���ԫ@���и����������������Ҝp���O(sh��)�ò��E�����S�����a(ch��n)����Ҳ���`�
�ӽ����ӹ��Ĵּӹ�
���A�ε�Ƭ���ڴּӹ����o�뾫�ӹ��ӹ��ṩ�˸��õġ���(zh��n)�乤��������ֱ��㊵��M(j��n)�дּӹ������������r(sh��)��������һ��(g��)�_�A��ÿһ���ߵ����������Խ���@�N�_�AЧ����Խ���@���@�N��ƽ�Ĺ����������(d��o)�°뾫�ӹ��r(sh��)���������������o���ߎ���_��������(d��o)�µ���׃�Σ��@�ӾͲ����Ĵּӹ�ֱ���^�ɵ����ӹ������H��Ҫ�뾫�ӹ�������߀Ҫ�M(j��n)�ж�ξ��ӹ���
ʹ�ÈA�ε�Ƭ���p����������r�İl(f��)��������ֱ�ǵ����ǘ������_�A����ֻ��һЩ��С�ġ��ް������Ҹ߶Ⱥܵͣ������p�ɵؼӹ��������������С����r�£��A�ε�ƬҲ������x���ް����ĸ߶�׃�ø�С���ּӹ���Ĺ���������^ƽ�������Ժ������M(j��n)�а뾫�ӹ���ijЩ�r(sh��)��������ֱ���M(j��n)�о��ӹ���
�������a(b��)���ڵı��^

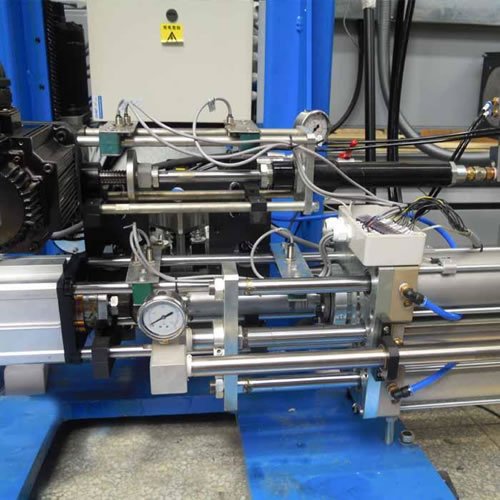
��D��ʾ���������Ϟ�4140䓣�ֱ����4Ӣ��Ŀף�ʹ��ֱ����1Ӣ��ķ���㊵����D(zhu��n)�ٞ�4000rpm,�M(j��n)�o��200ipm,������Ȟ�0.035Ӣ��
һ����f�����S���@�^�͈A�����a(b��)��㊵����ӹ���ֱ���ס����磬���@�N������һ�_15�R������ʽ�ӹ����������һ��(g��)ֱ����4Ӣ�磬��3Ӣ��Ŀס�
����ֱ����1.25Ӣ��Ŀ��D(zhu��n)λ�@�^�@һ��(g��)ͨ�ף��H�ĕr(sh��)1.5��犡�Ȼ����ֱ����1Ӣ��Ŀ��D(zhu��n)λ��㊵����\(y��n)�ЈA�����a(b��)�]�h(hu��n)�����M(j��n)�мӹ����ӹ�����(sh��)�飺������Ȟ�0.1Ӣ�磬�������Ȟ�0.7Ӣ�磬�D(zhu��n)���_(d��)2300rpm���M(j��n)�o�ʞ�25ipm���A�����a(b��)�ļӹ����ڞ�35��45��犣��@�ӃɷN���߿��ļӹ��r(sh��)�g�_(d��)�� 45��犡�
�F(xi��n)�ڣ���ͬһ�_�C(j��)�������������a(b��)�ķ�ʽ�ӹ�ͬ�ӵĿס�ʹ���b�ЈA�ε�Ƭ��ֱ����2Ӣ�����ʽ��㊵������O(sh��)������4���У���Ƭ�ă�(n��i)�ЈAֱ����0.5Ӣ�硣
���͵ļӹ�����(sh��)�ǣ��D(zhu��n)�ٞ�1500rpm���M(j��n)�o�ʞ�61ipm��������Ȟ�0.06Ӣ�磬�����ӹ���4Ӣ��ֱ��̎����s50��(g��)ѭ�h(hu��n)��Ϳ���㊴����������ߵ�5��Ϳ��Ե��_(d��)��Ƭ�����ľ���������˼ӹ���
ÿ���ߵ���ֱ������4Ӣ����c2Ӣ�絶��ֱ��֮�Ҳ����2Ӣ�硣�������\(y��n)�еĿ��L�Ȟ�ÿȦ6.28Ӣ�磨ֱ����2Ӣ��ĈA�����L������55����345Ӣ�硣�M(j��n)������61ipm�r(sh��)���ӹ��r(sh��)�g��Ҫ5.5��犡�
�Q��Ԓ�f���@��(g��)�����е��������a(b��)����ʹ�ӹ��r(sh��)�g�s��87�������ҹ�(ji��)�s��һ�ѵ���
�c�������P(gu��n)���c(di��n)�YӍ: ���˽���� ���� ���P(gu��n)��ϢՈ?ji��n)L�� �O(sh��)�䌣�^(q��) �� 
|

|

�������ˏV�������ИI(y��)�µ��о��ɹ������S�W(xu��)�g(sh��)��գ���ְl(f��)�]���ҌW(xu��)�ߺ͏V��Ƽ������ߵķe�O�Ժ̈́�(chu��ng)���ԣ��X�T��Ļ��ί�T��ÿ��������g������... [ ����][ �uՓ]
|
|
|
�Ї�Ļ���W(w��ng)���(qu��n)����؟(z��)��
���(qu��n)��:
���W(w��ng)վ�������°��(qu��n)���w�Ї�Ļ���W(w��ng)�����������У�δ��(j��ng)���SՈ���D(zhu��n)�d��
�D(zhu��n)�dҪ��:
�D(zhu��n)�d�ĈDƬ�����ļ���朽�Ո��Ҫ�I朵���վ���Ҳ���(zh��n)���ϸ���վ�c(di��n)��ˮӡ�����Ĩȥ��վˮӡ��
�[˽�l��:
�����e������t�������w�F(xi��n)���κ��^�c(di��n)���������Ї�Ļ���W(w��ng)��
��վ�D(zhu��n)�d�������������漰���(qu��n)���}Ո�c�҂�(li��n)ϵ���҂���������h����
|
|
|
���ڴ����@�����˽�ć���(n��i)���������ЙC(j��)����Ʒ��I(y��) �r(ji��)���Ǹ�,����һ��.�ҏS��ه�����Ʒ�ư��������_(d��) ���ā�����ʩ�����ϳɱ����������b���M(f��i)�ϰ岻ȥ���]��������һ�Ӱ��o���ˣ�--�҂������|��Ҳ�У��ϰ岻�ã��҂��͛]�k���ˣ� �Ќ�(sh��)������˼�롢�Ѓ�(n��i)������I(y��)�� ��(j��)���˽�,ԓ��I(y��)���Ķ�,�f����,�ϴ���{(di��o),���˲źͼ��g(sh��) �T�����������x�Ϻͣ�������ڡ� �ꖵ���Ҋ��,�]�e(cu��)��,һ����!���M(f��i)����.�����ǿ϶����е�,�]��һ�c(di��n)����,���������֮�����¿���,�����O(sh��)Ӌ(j��)̫�^����,���ʡ����Ρ� �㽭�A���ЙC(j��)�裬��Ļ�������ǿ����Σ����ԃr(ji��)����ߵģ��@ͬ��I(y��)��������һ�µģ��ҵ�һ��(g��)10�f���Ĺ��̾��Ǽ�ͨ�^���S��(sh��)�ؿ��飬��K�_�J(r��n)�ģ�HC000�ͺ��z��HC7000�Y(ji��)��(g��u)�z��HC9000�Y(ji��)��(g��u)�z���J(r��n)�C���������_��(sh��)���e(cu��)������һ�fһ���þ��Ǻã��@���ҵ��ĵã����������]
|
|